6-aksa MIG-velda roboto kun malalta ŝprucado kaj atingo de 1800mm


-Robota brako:
- Premgisada procezo, aluminia brako, pli malpeza kaj pli fleksebla
- Internaj dratoj kaj terminaloj de la roboto estas faritaj de la plej bonaj mondfamaj markoj: DYEDEN, TAIYO, same kiel ABB kaj Fanuc
- Pinta ĉina marko de la regilo, motoro kaj reduktilo.
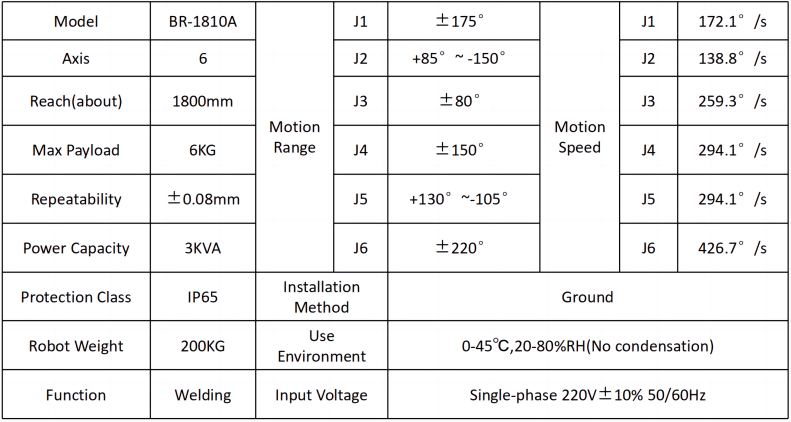
La parametroj de la MIG-velda roboto BR-1810 estas jenaj:
-Veldmaŝino: Aotai NBC350RL
- Ĝi havas tri veldajn reĝimojn: malalta ŝprucado, rapida punkta veldado kaj konstanta premo
- Ĝi povas realigi ultramalaltan ŝprucveldadon de 1~3mm karbonŝtalo. La kvanto de veldŝprucaĵo reduktiĝas je 60%;
- La varmo-enigo estas reduktita je 10% ~ 20%, kaj la veldado de maldikaj platoj estas facile kontrolebla kaj la deformado estas malgranda;
- La plene cifereca sistemo realigas la precizan kontrolon de la guteta transiro kaj atingas kontinuan kaj stabilan veldkvaliton;
- La mola ŝaltila invertteknologio povas plibonigi la fidindecon de la tuta maŝino kaj ŝpari energion kaj elektron;
- La plene cifereca altpreciza dratnutra kontrolsistemo, la du-motora du-sklava plene cifereca kontrola dratnutra aparato kun kodigilo povas certigi la stabilecon de dratnutrado eĉ se la eksteraj faktoroj kiel la elektrotensio kaj dratnutra rezisto ŝanĝiĝas.
-Velda torĉo:
- Aermalvarmigita kun tre sentema kontraŭkoliziiga aparato, multe plilongigas la servodaŭron de la torĉo
-Velda poziciigilo kaj robota piedirrelo
- 1-aksaj, 2-aksaj kaj 3-aksaj veldpoziciiloj estas laŭvolaj. La utila ŝarĝo kaj la grandeco de la labortablo povas esti adaptitaj laŭ bezono.
- Robota piediranta relo povas esti farita laŭmenda laŭ la postuloj de la kliento. Longo 3/6/9/12M. Utila ŝarĝo: 500/1000KG.
-La maŝina bontenado estas simpla kaj facile uzebla, kaj la desegnita servodaŭro estas pli ol 10 jaroj
Atenti Ĉiun Detalon Plibonigas JHY-Roboton
Skribu vian mesaĝon ĉi tie kaj sendu ĝin al ni


