CE-atestita 6-aksa brako el neoksidebla ŝtalo Pulsa MIG-velda roboto



Karakterizaĵoj
-Robota brako:
- Premgisada procezo, aluminia brako, pli malpeza kaj pli fleksebla
- Internaj dratoj kaj terminaloj de la roboto estas faritaj de la plej bonaj mondfamaj markoj: DYEDEN, TAIYO, same kiel ABB kaj Fanuc
- Pinta ĉina marko de la regilo, motoro kaj reduktilo.
-MIG-veldtorĉo:
- Akvomalvarmigita veldtorĉilo:
- La optimumigita dezajno de la dratnutra rado pli stabiligas la dratnutradon.
- Kun kontraŭkoliziiga sensilo
-MIG-veldmaŝino:
Modelo: Aotai NBC350RP
- Unuopa pulsa funkcio, konstanta tensio
- Aplikeblaj Materialoj: Karbona ŝtalo, rustorezista ŝtalo, aluminio
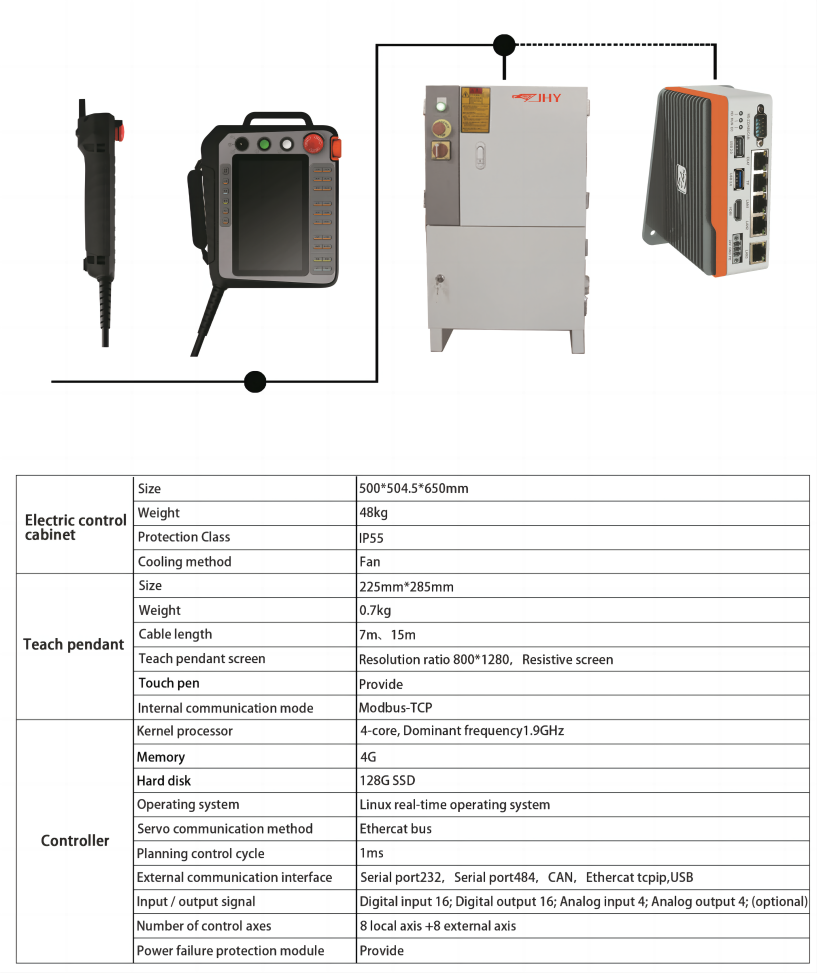
-JHY velda robota kontrolsistemo:
-Velda poziciigilo kaj robota piedirrelo
- 1-aksaj, 2-aksaj kaj 3-aksaj veldpoziciiloj estas laŭvolaj. La utila ŝarĝo kaj la grandeco de la labortablo povas esti adaptitaj laŭ bezono.
- Robota piediranta relo povas esti farita laŭmenda laŭ la postuloj de la kliento. Longo 3/6/9/12M. Utila ŝarĝo: 500/1000KG.
ATENTO AL ĈIU DETALO PLIBONIGAS BR-ROBOTON
Skribu vian mesaĝon ĉi tie kaj sendu ĝin al ni




